| | Start | Prolog | Blicke | Philosophie | Quintessenz | Doppel-Rahmen-Integrale | Reminiszenzen | Galerie | Epilog | Links | Impressum - Kontakt - Rechtshinweise - Datenschutzerklärung | |
|
|
|
Philosophie | Technik | Elemente |
|
PRINZIP |
|
Ich bin Idealist und Visionär. Meine Messer sind die Summe sehr enthusiastisch gestalteter Details. |
 |
Durch analoges Arbeiten primär aus Liebhaberei
|
Wenn Geigenbauerkoryphäe
Martin Schleske Violinen,
Bratschen und Violoncelli für Solisten in der Qualität
alter italienischer Meister baut und wunderbare Bücher [Der Klang,
Werk|Zeuge] schreibt, gestalte ich vergleichsweise
jedes meiner Integralmesser
ebenfalls
Mittelmaß und Masse entsprechen nicht meiner Intention.
Qualität ist kein Zufall. Es gehören Intelligenz und Wille
dazu, um Dinge besser zu machen. Wohl wissend, dass absolute Perfektion keinem Menschen möglich ist, kann ich mich Salvadore Dali anschließen, der einmal formulierte: Habe keine Angst vor der Perfektion, Du wirst sie nie erreichen. KHK erstaunt in Saint-Germain-des-Prés ... Folgerichtig sehe ich es mit der Erfahrung vieler Jahrzehnte wie Michelangelo, der im hohen Alter "ancora imparo" > "ich lerne immer noch" sagte. Das sehr bemerkenswerte Buch IKIGAI des Japaners Ken Mogi hat mir bestätigt, dass ich nach dem "kodawari"-Prinzip mein "klein begonnenes" Messermachen über die vielen Jahrzehnte hinweg nur mit hohem Engagement, ständiger Beharrlichkeit und großer Freude am Tun auf mein Qualitätsniveau gebracht habe. |
| EIGENSTÄNDIGES DESIGN - FASZINIERENDE KOMPLEXITÄT - ECHTE INNOVATIONEN |
| sind im Zusammenspiel mit der reinen High-End-Qualität das Alleinstellungsmerkmal meiner Arbeiten. |
 |
Als Paradebeispiel für eigene
Inspiriation und Kreativität steht das Bügel-Rahmen-Integralmodell Harpagornis-Viator. |
 |
Das gleiche Messer aus der Perspektive des Besitzers. |
 |
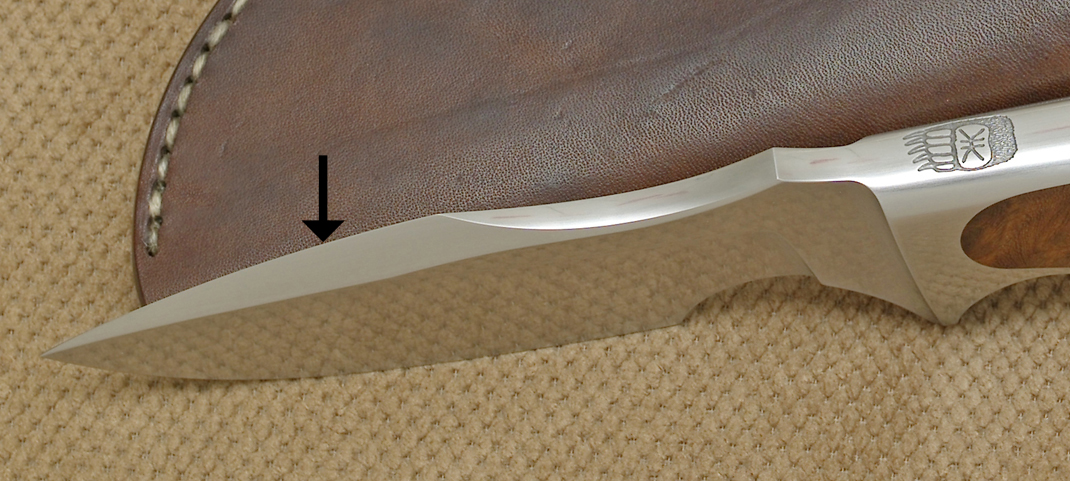
Bereits Mitte der 1980er-Jahre erdachte ich zunächst für
mein Modell Aquila den konvex-konkaven Klingenrücken mit markantem Rückenschor. Er gehört heute ebenso zum Gepräge meiner aktuellen Modelle und hat eine feine Kante ohne scharfen Anschliff. |
 |
Oder mein Doppel-Rahmen-Integral-Konzept: 1986 ausgetüftelt und nach 4 Jahrzehnten gleichermaßen aktuell. |
 |
"Koob-Standard" sind
auch die 45°-Facetten an der Fehlschärfe einiger
Modelle. Dabei lege ich allergrößten Wert auf symmetrische enge Radien am Schneidenende. |
|
Ich habe ein ausgewogenes Spektrum eigener Kreationen - warum also fremde Entwürfe ausarbeiten oder Modifikationen umsetzen, die nicht zum Designkonzept passen? |
|
| Klarheit der Linienführung, Unverkennbarkeit sowie Souveränität des Gesamtbildes sind weitere wichtige Aspekte meiner Werke. |

|
Messer
sind dreidimensional - das Profil allein macht es noch nicht!
Eine [scharf]kantige Gestaltung des Griffes wäre wesentlich einfacher als harmonische Radien, Rundungen, Buchten und Übergänge sowie feinverrundete Kanten, die für meine Messer kennzeichnend sind. |

|
Meine
gelegentlichen 2D-Bügel-Rahmen-Integrale mit Klingen- und Griffbereich in einer
Ebene sind ganz klar ebenfalls dreidimensional.
Das Kürzel 2D dient nur zur Unterscheidung von meinen regulären 3D-Integralen. |
|
Die Natur macht es uns Menschen vor: Alles Schöne hat auch eine
Funktion. Bushcraft, Outdoor, Survival etc. sind Attribute, mit denen Messer für den Einsatz "draußen" oder in Extremsituationen beschrieben werden. Ich bevorzuge stattdessen seit Jahrzehnten den Begriff Freiaktivmesser und bezeichne damit in erster Linie meine besonders stabilen und dauerhaften Bügel-Rahmen-Integralmodelle Harpagornis, Taitafalk, Carancho, Ferrantroph, Harpyie und CorvusCorax. Detaillierte Beschreibung auf der Seite Quintessenz. Leichtgewichte zu gestalten war dabei keine
Zielvorgabe für mich! Gleichwohl ist die pure Freude an einem gelungenen Messer der primäre Zweck meiner Arbeit.
Bei der Kaliberangabe bezeichnet
|
| Alle Maße sind
Cirkawerte!
Orientiert an meinem Modellkonzept forme ich immer zwanglos und "freihändig" aus, sodass sich von Messer zu Messer minimale Unterschiede ergeben. Dieses signifikante und beabsichtigte Merkmal meiner Handarbeit beeinträchtigt freilich in keiner Weise das Erscheinungsbild des fertigen Messers. So sind wenige Millimeter mehr beispielsweise bei der Gesamtlänge sowie ein kleiner Spielraum im Profil oder in Details immer möglich. Mitunter entspringen beim Arbeiten Ideen für evolutionäre Modifikationen, aus denen am Zeichenbrett Subspezies [ssp.] oder völlig neue Modelle werden. Alles fließt! |
|
MONOLITH-KONSTRUKTIONEN |
|
Integralmesser in drei unterschiedlichen Griffversionen sind meine signifikanten Arbeitsobjekte. |
|
|

|
Bügel-Rahmen-Integral (BRI) Der massive Rahmen kann
> Optimale Basis für Gravuren. > Ideal auch für fossile Materialien. > Stabil ohne Ende. > Meine persönliche Präferenz. |
|
|
|
|
|
Doppel-Rahmen-Integral (DRI) Meine Innovation von 1986:
Diese Technik erfordert allerhöchste Disziplin und Passion. Näheres auf der Seite Doppel-Rahmen-Integrale. > Avantgardistisch! |
|
|
|

|
Voll-Integral
(VI)
> Konservativ und elegant! |
|
|
|
Aus einem Stahlblock wie ganz oben von 14 bis 18 mm Stärke mit immer subtileren Arbeitstechniken das darin enthaltene Messer wie ein Bildhauer in einem Stück herauszuschälen, bedeutet stets eine neue Herausforderung. Vorbereitend verwende ich selbstverständlich eine handgesteuerte Fräsmaschine und eine Metallbandsäge. Danach führe ich mit einem Handarbeitsanteil von cirka 90 % mein in langen Praxisjahren ausgeklügeltes Schleifprozedere in Verbindung mit viel Feilarbeit - oder wie hier oder hier - immer wieder unterbrochen durch kritischstes Prüfen von Parallelität und Symmetrie sowohl auf einem Messtisch als auch mit geschultem Augenmaß - durch. Das ist in der Gesamtschau sehr arbeitsaufwändig und beinahe in jedem Stadium wahrlich anstrengend. |
|
Beispiel einer laufenden Arbeit - WIP
- Work in progress |
| SCHLIFF UND FINISH |
|
Fast von Anfang an entstehen meine Messer überzeugtermaßen mit Flachschliff und aufwändig handgefinishter, matter Oberfläche. Alle großen Fotos demonstrieren dieses Satinfinish mit seiner klaren Sichtbarkeit der gesamten Messeroberfläche, das seit Jahrzehnten zum Erscheinungsbild meiner Messer gehört. Deshalb setze ich keine Damaststähle ein. Kenner meiner Messer begeistern sich auch daran, dass das Finish durchgehend vom Knaufende bis zur Klingenspitze in einer Richtung fließt und Durchbrüche einschließt! Es ist nicht mein Ding, der Stahloberfläche durch Politur ein steriles Hochglanzfinish oder durch chemische Behandlung eine andere Farbe zu geben. |
| STAHLSORTEN |
|
Ich verwende pulvermetallurgische Premiumstähle, die korrosionsbeständig sind und durch ihre Legierung sowie das besondere und aufwändige Herstellungsverfahren eine deutlich höhere Verschleißfestigkeit gegenüber konventionellen Stählen haben. Lange Jahre gab es in diesem Spektrum nur den in Europa nicht mehr erhältlichen CPM T 440 V [S60V]. Je nach Charge lassen sich mitunter sehr feine "kugelige" Gefügestrukturen unter meinem matten Finish erahnen. Ich habe nur noch einen kleineren Vorrat dieses bewährten Messerstahles.
CPM
420 V [S90V] ist durch seinen höheren Vanadiumgehalt
verschleißfester, aber auch deutlich anspruchsvoller in der Bearbeitung. Trotz des Mehraufwandes und entsprechend höheren Preises
empfehlenswert für Messer im professionellen Dauergebrauch.
Uddeholm ELMAX-SuperClean
habe ich aufgrund der Bevorzugung von
CPM-Stahl und inzwischen auch RWL 34 bei der Umsetzung von Anregungen in den letzten Jahren
seltener eingesetzt.
Meine ersten Messer entstanden aus
korrosionsbeständigem 154 CM, der heute auch als ATS 34 bekannt ist.
Sein pulvermetallurgisches Pendant RWL
34 wird von Damasteel primär für Messer gefertigt. |
| Tabelle
mit wesentlichen
Legierungsbestandteilen in %: |
| Stahlsorte | Kohlenstoff | Chrom | Vanadium | Molybdän |
| CPM T 440 V [S60V] | 2,2 | 17,5 | 5,7 | 0,5 |
| CPM 420 V [S90V] | 2,3 | 14,0 | 9,0 | 1,3 |
| ELMAX-SuperClean | 1,7 | 18,0 | 3,0 | 1,0 |
| RWL 34 | 1,1 | 14,0 | 0,2 | 4,0 |
| WÄRMEBEHANDLUNG |
|
Wenn in der Entstehungsphase eines Messers die Klinge schon sehr weit vorgearbeitet ist und im Griffbereich nicht mehr gebohrt, gesägt, gefeilt oder graviert werden muss, ist der richtige Zeitpunkt für die Wärmebehandlung - das sogenannte Härten - in einem Vakuumofen gekommen. Viele Faktoren und hohe Sorgfalt müssen in einer Härterei zusammenspielen, damit Messerrohlinge keinen Schaden nehmen und das angestrebte Härteergebnis erzielt wird. Vor einigen Jahren fand ich eine Härterei, die mit höchster Sorgfalt und auch Freude an der Sache die sehr wenigen Stücke wärmebehandelt, die ich manchmal auch noch in unterschiedlichen Legierungen anliefere. Wie piekfein der Betrieb allein schon optisch wirkt, sieht man gut bei einem Besuch der Internetpräsenz. Damit auch Messer mit aufwändigen Gravuren besonders beim Einblasen des Kühlgases in den Härteofen auf keinen Fall irgendwo anstoßen können, entwickelte ich zusammen mit dem Technischen Leiter der Härterei ein Verfahren, das dies absolut zuverlässig verhindert. Mit den makellosen Ergebnissen bin ich sehr zufrieden. |
 |
Wüsteneisenholz verwende ich sehr gerne. Meine
ausgesuchten Stücke changieren von honigfarben bis dunkelbraun mit
quirliger Maserung, Vogelaugen oder feinsten Jahrringstrukturen. Das
extrem dichte und schwere Holz aus der Sonorawüste zeichnet sich neben
seiner Attraktivität durch sehr hohe Resistenz besonders auch gegenüber
Temperatur- und Luftfeuchtigkeitsschwankungen aus. |
 |
Sambar-Hirschhorn ist kaum mehr erhältlich. Das für Messergriffe optimale und jährlich nachwachsende Material wird in Südostasien offenbar wie gewildertes Nashorn-Horn an zahlungskräftige naive Chinesen als Aphrodisiakum verkauft. |
  |
Mammut-Rindenelfenbein mit kräftig strukturierter Oberfläche [oberes Foto] ist ein mehr als adäquater Ersatz für Hirschhorn. Ich habe einen kleinen Vorrat ausgesuchter Schalenpaare bzw. Rindenstücke. Dieses Material wird kontinuierlich kostspieliger... Mammut-Elfenbein ist faszinierende 10.000 bis über 40.000 Jahre alt und stammt meistens aus dem Permafrostboden der russischen Republik Sacha - auch Jakutien genannt -, wo es während des dortigen kurzen Sommers unter oft abenteuerlichen Bedingungen gesucht und gefunden wird. Man kann sich gut vorstellen, dass es bereits sehr viele Jahrtausende vor dem Bau der ägyptischen Pyramiden oder der Zeit von Jesus Christus fast so im Boden lag, wie es heute auf meinen Fotos zu sehen ist. Je nach Bodenbeschaffenheit hat es verschiedene attraktive Farben angenommen, kam in den Handel, wurde zugeschnitten und lagert vor der Verwendung bei mir noch mindestens 2 Jahre in Wohnraumklima. Von Zeit zu Zeit wird der Film "Genesis 2.0 - Mammutjäger in Sibirien" im TV angeboten. |
   |
Mammut-Backenzahn
[MBz] ist in stabilisierter Form ein sehr schönes Material.
Manchmal kommt die Frage auf, wie so ein Backenzahn an seinem natürlichen Platz ausgesehen haben mag. Seit Mammute über den nördlichen Erdkreis zogen, hat sich bei den Elefantenartigen diesbezüglich nicht allzuviel geändert. Beim afrikanischen Elefanten lassen sich die Backenzahnstrukturen gut auf meinem Foto eines Karottenliebhabers im Opel-Zoo Kronberg erkennen. Kompletter Mammut-Backenzahn - entdeckt im Geo-Museum in Münster. |
 |
Wollnashorn-Beinknochen ebenfalls in
stabilisierter Form und tausende Jahre alt. Schön und sehr selten. Aktuell nicht erhältlich, deshalb nur noch ein ganz kleiner Vorrat. |
 |
Giraffenknochen - stabilisiert und dadurch extrem kompakt. |
 |
Oosik So bezeichnen die Inuit Walross-Penisknochen. Unterliegt den CITES-Anhang II-Schutzbestimmungen. Ich habe einen kleinen Vorrat. |
  |
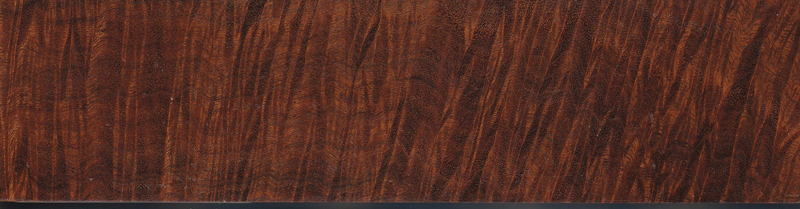
Stabiliserte Maserhölzer Sehr lebhafte Strukturen, hohe Lichtbeständigkeit und Dauerhaftigkeit zeichnen sie aus. Oben links Pappel - in der Mitte zweimal Ahorn - rechts Nussbaumwurzel Unten blaues "galaktisches" Vogelaugen-Ahornholz |
 |
Grenadillholz [Dalbergia melanoxylon] Extrem dichte Struktur und sehr dauerhaft durch hohen natürlichen Öl-
und Harzgehalt. Deshalb wird es z. B. auch gerne für hochwertige
Holzblasinstrumente verwendet. |
 |
Schlangenholz Ein seltenes und hartes Holz mit markanter schlangenhautartiger
Maserung. |
 |
Afrikanisches Elefanten-Elfenbein - rein informatorisch: Meine registrierten Altbestände mit CITES/EU-Bescheinigung sind verbraucht und ein Nachkaufen ist seit 2023 nicht mehr möglich. Ich sage "gut so", nachdem ich den Film über den Elefantenversteher Ian Douglas-Hamilton gesehen habe. |
|
Weitere Hölzer wie Eschenahorn [Box Elder], Honduras-Jacaranda [dunkelt nicht nach!], Gidgee Riegel oder Ebenholz liegen gut abgelagert bereit. Für Sambar-Hirschhorn und Mammut-Rindenelfenbein gilt gleichermaßen:
In einem besonderen Arbeitschritt laminiere ich alle Griffmaterial-Oberflächen mit Epoxidharz. Das geschieht unmittelbar vor dem Endfinish und bietet optimalsten Schutz, ohne den Charakter des Materials zu verändern. Temperatur- und Luftfeuchtigkeitsschwankungen - ganz besonders durch Lufttrockenheit im Winter - bewirken mitunter ein minimales "Setzen" und später wieder "Aufgehen" von fast allen natürlichen Griffmaterialien. Das ist speziell bei Elfenbein, Hirschhorn oder auch Knochen unvermeidbar und nicht total durch Ablagerung oder Verarbeitung zu beeinflussen. Ein Beispiel ist dieses Halb-Integral von 1989 noch mit Elfenbein-Griffschalen. Wie ein Hygrometer macht das Elfenbein Luftrockenheit jährlich im Winter minimal erfühlbar, um in der übrigen Zeit wieder mit den Handschutz- und Schraubenflächen übereinzustimmen. Manchmal komme ich deshalb nicht umhin, bei natürlichen Griffmaterialien die hauchdünne Fuge zwischen Stahl und Griffeinlagen am Ende der ersten Trockenperiode (ca. Februar/März) durch eine Epoxidharz-Kapillarfüllung zu kompensieren. Um aber darüber hinausgehende Veränderungen auszuschließen, muss man Messer mit natürlichen Griffmaterialien [auch stabilisierte Hölzer etc.] vor überdurchschnittlicher und andauernder Wärme [z.B. Auto im Sommer oder Heizungs-/Beleuchtungskörpernähe] und Dauerfeuchtigkeit schützen. |
| LEDERARBEITEN |
|
Über die Jahre bin ich auch dafür bekannt geworden, dass meine Lederarbeiten keine nebensächlichen Beiwerke sind, sondern adäquat in Güte und feinstem Finish insbesondere der Kanten zu den Messern entstehen. Mit diesem sehr hohen Anspruch realisiere ich Köcherscheiden oder Gürteltaschen mit integralem Lederverschluss eigener Erfindung und modifiziere gerne die Linienführung der Nähte. Gleich ein paar vergleichende Gedanken zu meinen
Köcherscheiden und Gürteltaschen: |
 |
Bei meinen Messern mit vorstehendem Handschutz ist die
Gleitfläche sorgfältig verrundet. Das ist nicht nur vollendetes Design, sondern dient
auch verschleißfreiem Ziehen und Zurückstecken sowie optimaler Fixierung
in einer Köcherscheide. Man sieht es kaum, aber für
dieses Resultat ist sehr viel konzentrierte
Fingerspitzenarbeit nötig. Gürteltaschen habe ich primär für meine schlanken Modelle (Carancho, Merlin etc.) entwickelt. Sie sind aber auch für Ferrantroph, Harpagornis u.ä. Modelle machbar. |
| Nachfolgend meine Basisprofile, die variabel oder auch miteinander kombinierbar sind. |
 |
Köcherscheide
"Klassik" |
Gürteltasche "Klassik" |
 |
 |
Köcherscheide
"Waldland" |
Gürteltasche "Waldland" |
 |
 |
Köcherscheide "Harpagornis-Profil" |
Gürteltasche "Harpagornis-Profil" |
 |
 |
 |
Köcherscheide "Ferrantroph-Profil" |
|
 |

|

|
Eine Steckscheide mit oder ohne Gürtelschlaufe ist bei 2D-Bügel-Rahmen-Integralen optimal und bietet sich alternativ auch bei kleineren Messern an. |
 |
Aufgesetzte Gürtelschlaufen sind normalerweise für Gürtel bis 40 mm Breite und senkrechtes Tragen ausgelegt. |
 |
 |
"Cross Draw"-Ausführung zum Schrägtragen. Das Messer wird links an der Hüfte nach vorne geneigt getragen. |
 |
 |
Meine umstellbare Gürtelschlaufe
wahlweise für schräges "Cross Draw"- oder senkrechtes Tragen Detaildemonstration gerne im persönlichen Dialog. |
Altgerberleder ist mein Grundmaterial. Die bedeutend höhere Festigkeit im Vergleich zu üblichem Sattel- oder Blankleder erfordert zwar exorbitanten Aufwand beim Zuschneiden, Ausformen, Vernähen und Finishen, aber die Resultate sprechen für sich. Die Resistenz von Altgerberleder gegen Stiche und Schnitte ist famos! Vor
längerer Zeit stieß ich auf ganz besonderes Altgerberleder, das
auch im wahrsten Wortsinne alt ist und noch in reiner Eichenlohe gegerbt
wurde. Sehr festes Gefüge, eine rustikale Oberflächenstruktur in
unterschiedlichen Brauntönen mit Attributen der Weidewirtschaft der
vierziger Jahre des letzten Jahrhunderts, dunkle Schnittkanten und ein
markanter Geruch zeichnen es aus. Letztes Jahrhundert? - Ja, das
Leder lag weit über 60 Jahre in einer Gerbgrube im Schwarzwald,
die nach dem Tod des Gerbers 1944 in Vergessenheit geriet und erst in
neuerer Zeit wiederentdeckt wurde. Eine andere Gerberei hat das Leder
übernommen und brauchbares Material aufgearbeitet. Leider hörte ich zu
spät davon, sodass das Gros bereits zu hochwertigen Schuhsohlen und
Lederplatten für Hufeisen gestanzt worden war. |

|
Meine regulären Altgerberleder-Croupons haben nach außergewöhnlich vielen Jahren in der Gerbgrube und "fester" Zurichtung zwar nicht die rustikale Oberfläche des uralten Leders, sind aber gleichermaßen das Beste, was zu haben ist. |
| Naturelle Köcherscheiden oder Gürteltaschen behandele ich mit konservierenden Wachsen - so entstehen die attraktiven Brauntöne. Mitunter färbe ich das Leder altbraun oder schwarz. |
|
Alternativ
überziehe ich das Altgerberleder gerne mit Perlrochenleder. |

|
Ich favorisiere den gezeigten Ganzschliff mit hoher Robustheit, angenehmem Griff und noblem Aussehen in verschiedenen Farbtönen. Meistens bleiben die Lederkanten und Gürtelschlaufen für einen eleganten Kontrast naturell. Die Mitte der Rochenhaut mit den größten Perlen ist im Biegebereich von Köcherscheide oder Gürteltasche arrangiert. Der besondere Clou meiner Verarbeitungsart sind die wie bei naturellem Leder versenkten Nähte und sehr fein verrundeten Kanten auch im Rochenleder !!! |
| Nachdem ich
vor einiger Zeit einen
Bericht
des Schweizer Fernsehens über Herkunft und
Herrichtung von Echsen- und
Schlangenleder gesehen habe, verwende ich mit Ausnahme der als
Speisefische gefangenen Rochen nur noch Lederarten, die nicht von Wildfängen stammen
- beispielsweise Straußenbeinleder. Im Hinblick auf die aktuelle Schutzproblematik
verwerte ich desweiteren nur noch meinen Restbestand an Haileder. Mit starkem und gewachstem Naturleinen- oder Forellenfaden setze ich die Nähte ausschließlich von Hand. Eine Handnaht ist bedeutend aufwändiger als eine Maschinennaht und bietet neben besserem Aussehen extrem hohe Sicherheit: Selbst eine in härtestem Einsatz durchtrennte Nahtstelle lässt die Naht nicht aufgehen! Meine handgeschliffenen Lederkanten haben das gleiche Endfinish wie das Messergriffmaterial! Den Verschlussknopf aus massivem Titan oder Edelstahl fertige ich für meine Gürteltaschen selbst an. Er wird in den Lederzwischenlagen verschraubt. |
|
Dass die Schneide in Köcherscheiden und Gürteltaschen stets ihren Abstand zur Nahtzwischenlage ohne Pendelbewegungen des Messers beibehält, bewirkt neben dem ausgeklügelten Innenprofil der Zwischenlage eine von mir erdachte und präzise eingepasste Kalotte. Die kleine Öffnung am unteren Ende ermöglicht jederzeit und überall das gelegentliche Entfernen von Staub und Flusen aus dem Inneren. Wie einfach das funktioniert zeige ich gerne im persönlichen Kontakt! Wenn beispielsweise eine naturelle Gürteltasche mit normaler Gürtelschlaufe vollendet ist und das Messer mit leisem Plopp eingesteckt werden kann, habe ich immer mindestens 16 Stunden reine Handarbeit in ein mittelgroßes Exemplar investiert. |
| SIGNATUR |
|
|
|
Jedes Messer trägt regelmäßig mein Logo, das ich auf der Griffoberseite, der hinteren Knauffläche oder auf der Bügel-Rahmen-Innenfläche durch gravurtiefes Ätzen erziele. Der Ursprung des Logos ist visuell schnell erklärt!
|
|
|
 |
Die Vorderseiten der naturellen Lederscheiden oder Gürteltaschen erhielten bisher meistens eine Prägung meines Zeichens. Weil dies bei Edellederbezug technisch nicht möglich ist, lässt sich das Logo sowohl hier als auch bei naturellem Leder auf einem Ledermedaillon präsentieren. |
|
Alternativ kann die Prägung wie am Beispiel meiner über
viele Jahre täglich getragenen Gürteltasche auf der Gürtelschlaufe erfolgen. Künftig werde ich die Prägung nur noch ausnahmsweise anbringen, weil meine Lederarbeiten eben auch unverkennbar sind! |
| GRAVUREN |
| Bisher
wurde mir sehr oft gesagt, dass meine Messer wegen des besonderen
Designs und der einmaligen Ausführung ungraviert gewünscht werden. Das deckt sich ziemlich genau mit meiner Einstellung: Kunstwerke mit filigranen Goldeinlagen auf CNC-strukturierten Griffen oder anodisierte Gestaltungen etc. sind nicht meine Welt. Die Kraft des handgeformten Messers muss dominieren. Eine dezente Gravur kann gerne das i-Tüpfelchen sein. |
|
|
|
 |
So lassen sich die Flächen der Griffschalenschrauben bei Voll-Integral-Modellen beispielsweise auch jederzeit nachträglich gravieren, weil sie aus ungehärtetem Edelstahl sind. |

|
Einige Bügel-Rahmen-Integrale, Griffschalenschrauben sowie der Dolch auf der Seite Reminiszenzen ganz unten wurden von Heinz Funk, Eckernförde, graviert. Herr Funk ist im Februar 2021 verstorben. Ich habe ihn sehr geschätzt und werde mich besonders durch meine eigenen von ihm gravierten Messer immer wieder gerne an ihn erinnern. |

|
Seit vielen Jahren arbeite ich auf sehr angenehme Weise mit Graveurmeister Michael Oke, Münnerstadt, zusammen. Michaels "Feines Englisch" begeistert mit exzellenter Ausführung.
Dieses Voll-Integral Ferrantroph Kal. 235-120 zeigt, dass die feinen englischen Arabesken auch ausgezeichnet mit der archaischen Struktur von Mammut-Rindenelfenbein harmonieren. |
|
|
Im Sommer 2015 entstand - eigentlich für mich selbst gedacht - ein Bügel-Rahmen-Integral Harpagornis-Viator Kal. 210-110 mit spezieller Dualis-Gravur:
Es fand sehr schnell einen begeisterten Käufer. Deshalb legte ich sofort ein neues Messer auf, ... |
|
|
... das vom Profil und der Gravur her dem ersten ziemlich genau entsprach.
Als Griffmaterial erhielt es fossile Walross-Schädelknochenstücke.
Aber auch dieses Exemplar kam nur zwei Tage nach der Fertigstellung in
die Hände seines glücklichen Besitzers.
Die Nr. 3 habe ich nach erneuter
Dualis-Gravur von Michael Oke mit Mammut-Rindenelfenbein und einer naturellen
Köcherscheide versehen. |
|
In persönlicher Regie der Auftraggeber kamen
gelegentlich auch andere Graveure |
|
|
|
 |
wie beispielsweise Alexandra Feodorow mit der - einmalig bleibenden - plastischen Vollgravur "Wolllust" auf einem Harpagornis-Viator ... |
 |
 |
 |
... oder Alain Lovenberg mit exzellenter Vollgravur in seinem Stil auf einem ebenfalls einmaligen Aquila ins Spiel, ... |
| ... Projekte, die sich graveurseitig über Jahre hinzogen. Künftig wird es bei feinen Englisch-Gravuren bleiben. |
| IMITATIONEN |
|
Besonders meine Harpagornis- und Taitafalk-Modelle mit konvex-konkavem Klingenrücken und ausgeprägter Ricassomulde inspirierten inzwischen viele andere Macher, Hersteller und Designer mangels eigener Ideen zu Imitationen. Es scheint sehr verlockend zu sein, beispielsweise an das ausgereifte Klingenprofil meines Taitafalk-anatomic Kal. 170-100M einen Klappmessergriff anzuhängen oder es hochskaliert filmreif zu "kreieren". Für mich sind Phänomene dieser Art neben dem Wissen um die Beliebtheit meiner eigenen Modelle eine zusätzliche Bestätigung dafür, dass diese Klingenprofile zeitlos und weltweit hochbegehrt sind. |
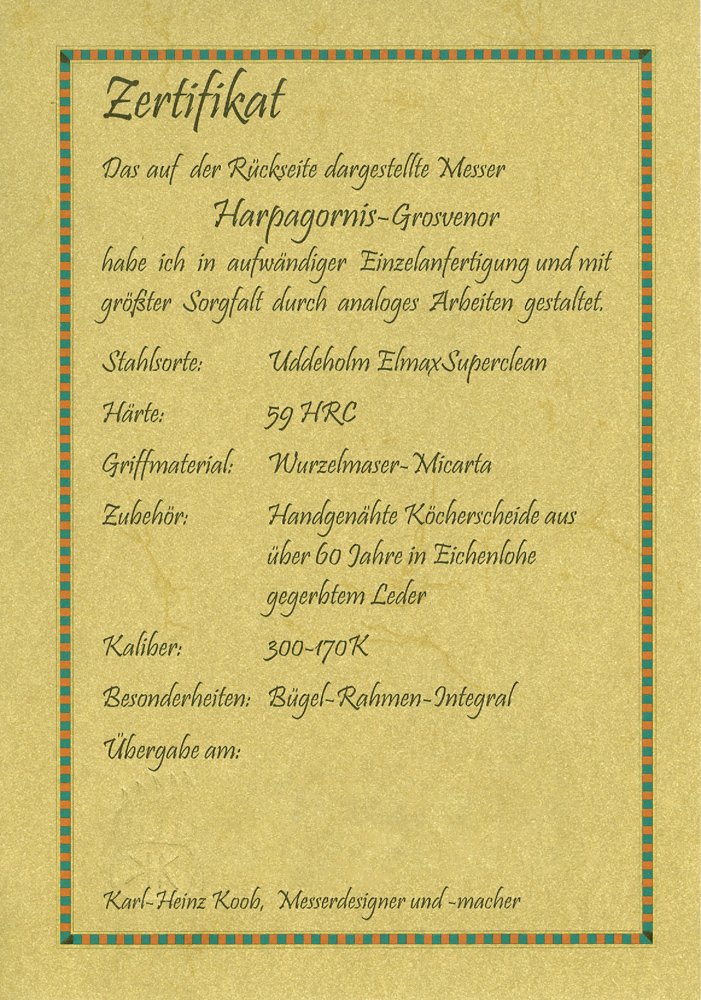
| AUTHENTIZITÄT UND ZERTIFIKAT |
| Obwohl es sich
eigentlich schon
aus dem Vorstehenden herauslesen lässt, erkläre
ich definitiv, dass bis auf das
Härten
der Integralrohlinge bzw. Klingen in einer Vakuumanlage und Gravuren alle
Arbeiten an den Original-Koob-Messern und Scheiden bzw. Gürteltaschen von
Grund auf ausschließlich von mir persönlich durchgeführt werden. Diese Originalität meiner Messer dokumentiere ich durch ein Zertifikat mit detaillierter Beschreibung und siegelverprägtem Foto auf der Rückseite. |
| TIPPS ZUR HANDHABUNG UND PFLEGE |
| Im Vorlaufenden bin ich detailliert auf Ausführungen und Bestandteile meiner Messer eingegangen. Ergänzend biete ich zur Handhabung und Pflege meine "Wichtigen Tipps" zum Herunterladen. |
zur Startseite zum Seitenanfang zur Quintessenz >>




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}